

鹅卵石制砂机维护知识大总结
由于建筑市场持续升温,标准越来越严,精品机制砂和优质骨料的需求量不断增加,制砂机的需求量也水涨船高。使用制砂机的人越来越多,但遇到的问题也随之增多。制砂机属于机器设备,使用久了难免有些小故障,若能够及时解决,其实也耽搁不了多少生产时间。但是若不能做到合理的维护,不懂如何解决小故障,到了积重难返的地步就后悔莫及了。因此懂得鹅卵石制砂机的维护知识,让您的鹅卵石制砂砂厂保持较高的生产效率。下面将列出维护知识:
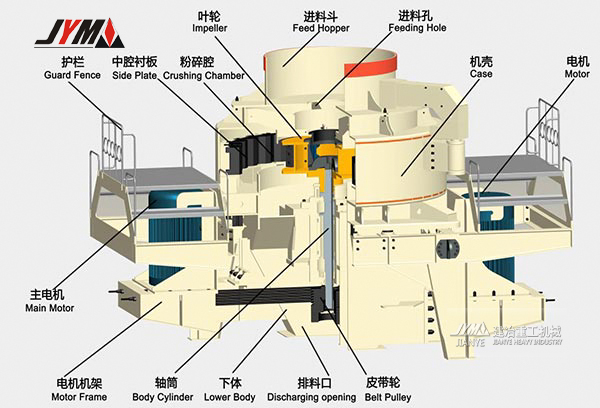
1、定期停机打开观察门观察直通冲击式制砂机内部磨损情况,中心入料管、锥帽、叶轮上、下流道衬板、圆周护板、耐磨块的磨损程度,磨损 后应及时更换或修补,更换耐磨块时应同时更换,保证耐磨块重量相同。严禁破碎机工作过程中打开观察门观察内部工作情况,以免发生危险。发现叶轮体磨损及时更换找制造厂家修补。
2、机器转动空负荷运转时间为4小时,负荷试运行入料粒度严格按各种机型规格要求,严禁大于规定物料进入;给料均匀连续,含水量不能低于10-15%(可根据物料不同),给料达到PCL直通冲击制砂机的满负荷为止;负荷试运转时间8-24小时。检查格部件润滑油管是否连接牢靠,仔细检查叶轮上是否有异物。
3、制砂机在安装前应清楚设备外部的一切污物。安装前,应按装箱清单进行清点,并检查各部件在运输过程中有无损伤,零部件及备件是否齐全。安装前应检查地脚螺栓孔尺寸及相对位置,是否与到现场的设备相符。发现不相符时,应及时采取措施加以修正。 将主机吊装在基础上,调整进料斗和出料斗的位置,使其符合工艺布置的要求。待设备所有部位调整好后,进行二次灌浆。二次灌浆的水泥凝固后,利用调节螺栓调节v带的张进度。要求能盘动机器。
4、传动三角胶带拉紧力大小应调整适当,以保证三角胶带受力均匀,双电机驱动时,两侧三角胶带应进行分组选配,便其每组长度尽可能一致。经过检查无误后再生产,生产前首先进行空负荷试机,经试机确认没有问题后方可正式生产。
制砂机十个简单问题解决:

1、设备运行不平稳,机身摆动过大
故障原因:1)叶轮上的易损件磨损比较严重;2)给料粒度过大;3)叶轮流道有阻塞物,使进料不均匀而摆动。
解决方法:1)更换易损件,让制砂机内部叶轮达到平衡;2)严格控制给料粒度,不能超过设备所允许的最大值;3)把叶轮流道上的阻塞物取出,经常对破碎腔进行清扫。
2、设备工作过程中发出异常响声
故障原因:制砂机内部的的连接螺栓或者衬板、叶轮等易损件松动脱落。
解决方法:马上停机,将松动或者已经脱落的部件重新进行紧固安装。
3、轴承运转不灵活
故障原因:制砂机的轴承密封盖内进入了物料等异物导致。
解决方法:打开密封盖,清理异物。
4、轴承温度升高
故障原因:1)轴承部件有粉尘异物等进入;2)轴承磨损坏掉;3)轴承缺油。
解决方法:1)清理异物;2)更换新的轴承;3)按时增加润滑油。
5、轴上、下端密封圈损坏
故障原因:上(下)轴套因为上(下)移摩擦上(下)压盖底面引起发热,久而久之造成损坏。
解决方法:更换新的上、下端密封圈。
6、轴上、下端渗油
故障原因:由于密封圈要随轴承上下移动,从而造成密封圈磨损而产生漏油。
解决方法:更换密封圈即可。
7、出料粒度变大
故障原因:1)设备长时间运转导致传动部的三角带松动;2)进料粒度过大;3)叶轮转速不合理,效率变低。
解决方法:1)调整皮带松紧度;2)严格按照制砂机进料要求喂料(如果进料过大会造成设备摆动过大,如果进料过小,碰撞破碎不充分也难以达到符合条件的成品砂量);3)调节叶轮转速,直至达到理想标准。
8、机器突然声音变大,有轰隆声
故障原因:1)轴承或齿轮出现问题;2)螺栓松动;3)易损件磨损严重。
解决方法:1)检查轴承和齿轮是否完好,及时进行维修或更换;2)紧固螺栓;3)更换易损件。
9、空转阻力过大
故障原因:轴承上密封盖内有物料堵塞。
解决方法:将轴承上的堵塞物料取出,同时检查相应的器件是否有物料堵塞。
10、制砂机内有金属相碰声
故障原因:衬板、叶轮松动或其它部件磨损脱落。
解决方法:将机器全体检察,紧固或更换相关部件







 沪公网安备 31011502002728号
沪公网安备 31011502002728号